


30
2024
-
12
一字形钎头的改进
目前,在岩石巷道掘进中,尽管钎头的形状很多,分别满足各种岩石的掘进,但由于镶嵌硬质合金片的一字形钎头结构简单、凿岩速度快、制造和修磨都较方便,已成为凿岩过程中应用最广的钎头之一。

目前,在岩石巷道掘进中,尽管钎头的形状很多,分别满足各种岩石的掘进,但由于镶嵌硬质合金片的一字形钎头结构简单、凿岩速度快、制造和修磨都较方便,已成为凿岩过程中应用最广的钎头之一。
为了设法提高一字形钎头的凿岩速度,延长每个钎头修磨一次后的使用寿命,降低钎头制造费用和钻眼成本,并使它能顺利地在各种性质的岩石上进行凿岩,因此对钎头进行研究和改造是非常必要的。
在前一阶段推广优选法时,我们根据刀具优选原理对一字形钎头的改进做了大胆设想,并组成三结合试验小组,经过反复试验,初步取得了可喜的成绩。
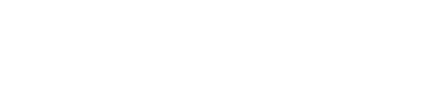
首先我们把一字形钎头容易磨损的两个角磨成斜刃(图1),然后与未磨成斜刃的钎头进行对比试验,观察其耐磨性。试验结果表明,磨有斜刃的钎头比不磨斜刃的钎头使用寿命提高一倍以上,另外在凿岩效率、夹钎、定眼心等方面也有好转。
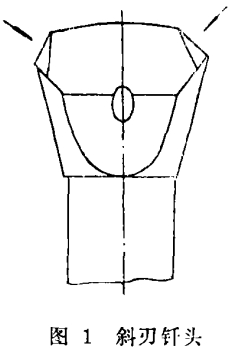
我们接着进一步按“群钻”原则,根据在麻花钻头刃面上磨出几条分屑槽就能使寿命和工效都得到提高的道理,也在一字形钎头上进行了试验。先在每侧刃面上各磨出三条小圆槽,再把原来最容易磨损的两个角倾斜磨掉,在主刃锋的两头就形成了四条斜刃(图2),这样就把一字形钎头的一条长刃,变成了九条短刃,并使其刃锋总长度增加了70%。
然后,我们就把改制后的九刃钎头与未改制的同型号同直径的一字形钎头,在同一个工作面(f=8的石灰岩)进行多次对比试验,现将其优点和试验情况分述于下:
一、延长钎头使用寿命
凿岩时钎头刃锋,一方面破碎岩石,另一方面不断地受到磨损。刃锋的磨损会使凿刃变钝,逐渐失去凿岩能力。而且,在刃锋各段上的磨损程度是很不均匀的,越靠近刃锋中心部分磨损越少,越靠近刃锋边缘部分磨损越多。钎头转动一圈,就单位刃长上所担负的破碎面积来说,从刃心向边缘,由少到多。多者可为少者数倍。
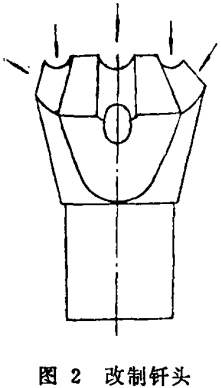
此外,刃锋最边缘的一点不但正面磨损,而且侧面也磨损。因为刃锋边缘上的这个点只能切割和破碎正面岩石,而不能承受切割、剪切侧面岩石时产生的挤压力或冲击力,更不能抵抗侧面岩石对它摩擦的力量(图3)。这是使刃锋边缘部分磨损最快的主要因素。
对一字形钎头进行改制,预先用砂轮把刃锋边缘最容易磨损的那一部分磨成两条斜刃,这两条斜刃就其长度而言是被磨去刃长部分的四倍左右,这就使单位刃长所承担的破碎面积减小,并使边缘刃锋所受到的磨损也大大减少。
斜刃作用在岩石上的冲击力,使侧面岩石受到挤压而产生弹性变形。当冲击力与岩石的反力及摩擦力达到平衡时,侧面岩石由于受到冲击而倾斜地向着外侧挤压破碎,这就减小了侧面岩石对斜刃部分的摩擦力,从而有效地保护了刃角(图4)。

斜刃的位置是在主刃锋的两端,分别向两角分开,它不但与主刃锋形成立体关系,而且每冲击一次,斜刃切入岩石的深度只是主刃锋切入岩石深度的70%,钎头的刃数越多,每单位刃长承担的冲击力和摩擦力也就越小,因此减少了刃角磨损,也相应地减少了更换钎头的次数和辅助工时,延长了钎头使用寿命。
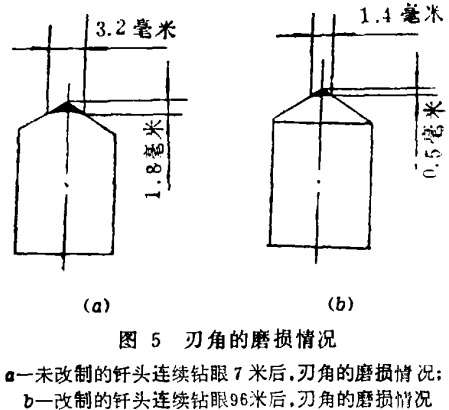
从试验和现场使用结果来看,改制的一字形钎头修磨一次后凿岩总长度要比未经改制的提高10倍以上。两者磨损情况见图5。
二、提高凿岩效率
钎头的形状对凿岩速度有决定性的作用。
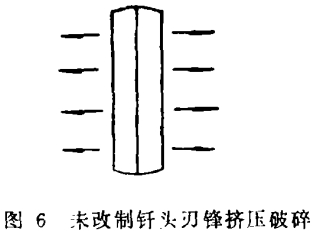
未改制的一字形钎头,每冲击一次在岩石上只能凿出一条线的痕迹,刃面只能使岩石向刃锋两侧挤压破碎(图6)。
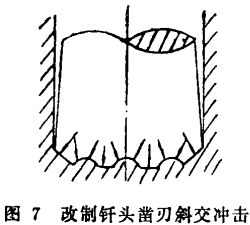
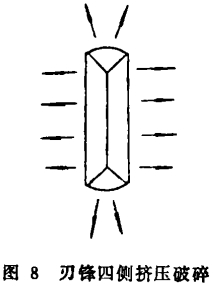
改制后的一字形钎头,每冲击一次在岩石上可同时凿出九条线的痕迹,九个凿刃又是在向着不同角度和方向斜交冲击的(图7),这种斜交冲击是非常有利于破碎岩石的,刃面可使岩石向刃锋四侧挤压破碎(图8),而且刃锋是相互交错地呈立体形状排列,凿刃对岩石的冲击方向各不相同,这就形成凿痕交错、起伏不平的眼底。在相同的冲击力之下,每冲击一次钎头凿入岩石的部分,剪切或震碎岩石的体积都比未改制的一字形钎头要多,岩石也易破碎,岩粉颗粒也较均匀且同圆心不等半径的各个部分受力平衡,这是提高凿岩效率的主要因素。
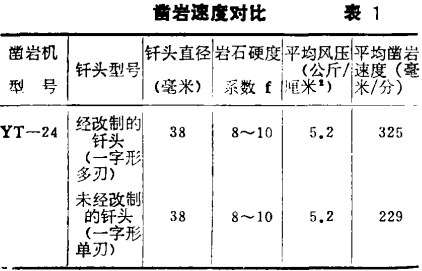
经多次试验和生产使用,在同类岩石、同风压、同台凿岩机、同钎杆、同直径钎头的情况下,改制的钎头比未改制的平均凿眼效率提高40%以上(表1)。
三、起导向、定心作用
虽然钎头形状繁多,但通常由于回转时钎头中心不能够总是保持和钻孔中心重合,因此凿出来的钻孔不是弯曲就是孔形不圆,从而影响了凿眼效率和爆破效果。
由于改制后的一字形钎头凿出来的眼底是呈截头圆锥形,这就对钎头起到了一个导向作用,使炮眼形状更接近于圆形。
四、减少卡钎、崩刃故障
在较坚硬和有裂隙的岩石上凿岩时,一字形钎头与岩石的接触呈一条略带弧度的曲线,所以刃角最容易被卡住或将其崩掉。而改制后的钎头在眼底由于是体接触,所以接触面积大,刃角就不易卡住和崩掉。
1976年6月,我们在一条石灰岩巷道里掘进时,先用未经改制的一字形钎头打眼(两台钻同时作业),一小班就崩十几个钎头,第二天改用经改制的钎头结果一个也未崩。
五、排粉、吹洗效果良好
改制后的钎头由于在刃锋两侧共有六条小槽,斜刃中心的两条小槽恰好与两侧水眼贯通。这样由钎杆送出来的水或风就能很容易地顺着两侧的小槽向外吹洗,使岩粉通畅地向外排除。该钎头自使用以来,除其它原因外,还没发现钎头水眼被堵塞的现象。
六、修复和磨刃容易
一字形钎头尽管在加工制造方面容易,成本也低,但靠近刃锋边缘的两个角磨损非常快,钎头的平均使用寿命很短,有时刃角的磨损宽度达3~5毫米,深度达1.5~3毫米(图5a)。在这种严重磨损情况下,如果再把它修复到接近原来的形状,起码得把两个角的刃锋重新磨出来。这样,靠近刃角的外侧被岩石磨下去多少,就得用砂轮把刃中心部分的硬质合金磨下去多少。尽管一字形钎头修磨方法容易掌握,但要靠手工磨去那么大两片硬质合金,磨削量太大,磨削时间也长,这样不但砂轮本身磨损快,操作人员也太吃力,加上缺乏专用的检验量具,钎刃的几何形状难于保证,不是把曲率半径越磨越小,就是把刃锋角度越磨越大,这是修复一字形钎头时普遍存在的一个问题。使用这种修磨不合格的钎头就会延长打眼时间,降低凿岩效率。
虽然改制后的一字形钎头,外表形状很复杂,上面有许多槽、刃、面,但比未改制钎头的修磨要容易得多。这是因为改制后的钎头经较长时间的使用,刃角磨损痕迹的宽度和深度也仅在一毫米左右(图5b),因此修复时磨削量小。但由于斜刃部分单位刃长所承担的破碎面积比中心部分要大,所以靠近刃锋边缘的四个斜刃部分仍要比刃锋中心部分先磨损。在这种情况下,改制钎头修磨时只磨边缘部分的刃锋,中心未被磨损的刃锋可不修磨。
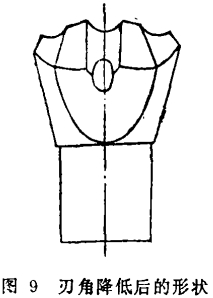
也许会怀疑,用这种修磨方法会使刃角部分越磨越低(图9)。但实验证明,边缘刃角越低,刃锋中心就越突出,在一定范围内就会形成一种超前刃多刃钎头。
据国外对超前刃钎头的研究表明,超前眼底的边缘部分的岩石是极容易破碎的,在合理的超前范围内,它比同直径不超前的钎头能提高凿岩速度10~13%。
七、改制方法简便
一字形钎头的改制一般用普通砂轮就可完成。先利用砂轮正面把两个刃角磨掉,再利用砂轮的两个棱角分别在两个刃面磨出六条小槽,中间的两条槽顶部一定要在钎刃的中心,而下部要与水孔贯通,边上的四条槽的外侧分别与四个斜刃相交。采用这种改制方法改制时间少,方法简便,见效快,立即可用到生产中去。
改制和修磨时须注意的是不可选用粒度太粗的砂轮,否则刃面上会留下很深的条痕,使合金片在凿岩时破裂。磨削时不可使钎头温度过高,更不可浸入水中冷却,这样会使合金片产生裂纹。
八、节约硬质合金
尽管一般都采用镶嵌硬质合金片的活动钎头,但对凿岩成本仍有所影响。而且一个硬质合金钎头的平均凿岩长度是有一定限度的。如果改制钎头,使平均凿岩长度提高则可减少硬质合金的消耗。
从上述对比试验来看,改制后的一字形钎头使用效果是良好的。因此我们在一个掘进队进行推广使用,表2为该队1976年2月份以来钎头月耗量统计。
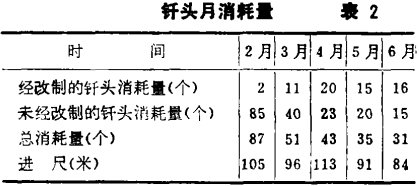
实践证明,使用改制的钎头降低了钎头消耗量,因此这是加快掘进速度、降低钻眼成本的一条新路子。
当然,我们对一字形钎头的改制仅是开始,对它的认识还很不够。我们曾试验过三刃、五刃、七刃、九刃、十五刃、五刃凹弧形多种形式的钎头,钎头性能都有不同程度的改善。也曾把十字形钎头磨成十六刃的进行试验,效果也显著。我们暂把一字形钎头改制成九刃形,但至于斜角度数、圆弧深度、圆槽半径、小槽宽度等各种参数还有待于继续研究和试验。
铜川矿务局金华山煤矿

上一篇
下一篇
上一篇
下一篇
相关资讯
2025-01-10
2025-01-03
2024-12-30
2024-12-20
2024-12-13
2024-12-06







