


22
2025
-
02
钎钢钎具产品的研制与开发
随着凿岩方式的不断改变和凿岩机械使用性能的提高,配套的钎具产品,特别是轻型凿岩机用钎具、全液压凿岩钻车钎具使用性能和凿岩寿命都在不断提高。
0.前言
凿岩钎具是由钎头、钎杆、钎尾等部件组成的一个细长的杆件系统,是矿业资源开采、交通道路建设、水电项目施工、城镇化建设等施工项目中用于钻凿岩石的主要工具。
钎具产品在使用过程中,受到岩矿石的剧烈磨损、高压水流或气流、以及矿坑水的冲刷腐蚀,要承载凿岩机活塞每分钟2000-3000次左右,每次冲击高达80~750J的高频冲击功,在拉压、弯曲及扭转应力的受力状况下高速冲击岩石,最终在岩石上钻凿出用于放置炸药的炮孔。由于使用条件和复杂的受力状况,钎具产品常以应力腐蚀、疲劳断裂的方式失效,使用寿命通常为十几分钟到几十小时。可以说,凿岩钎具产品是目前所有钢铁机具中受力状况最恶劣、使用寿命最短、技术含量很高、基础工业必备的消耗性工具。
目前,我国采掘工程部门年耗钎钢、钎具产品约12万吨和5000万件以上,价值近45亿元人民币。而国际岩石钻具产品市场年容量近百亿美元。我国由于种种历史原因和多年来的钎具技术与生产管理落后,与国际上知名的钎钢钎具企业的产品相比,国产凿岩钎具产品在使用性能、产品质量、品种规格等方面都存在一定的差距。因此,加强国产钎钢钎具产品的研制开发工作,将促进我国钎钢钎具工业的发展。
1.我国凿岩钎钢钎具产品及市场概况
我国二十世纪五十年代开始生产气动凿岩机械,同时开始配套生产凿岩钎具产品。到六十年代中期,为满足矿业开采、国防施工对钎钢钎具产品需求,国家有关部委决定在贵阳钢厂(首钢贵阳特殊钢公司的前身)建立专业化的钎钢钎具生产工厂到七十年代中期,贵阳钢厂、抚顺钢厂、长沙矿山研究院钻具厂等几十家企业生产的凿岩钎具产品基本上能满足当时国内市场的需求。
八十年代初,随着国家经济建设的快速发展,改革开放政策的实施,各矿山和工程单位相继引进了一大批先进的凿岩机械设备,对钎具产品的种类和使用性能又提出了新的要求,钎具产品的科研与开发成了当时各生产企业的主要工作之一。在以后的近十年时间内,经过众多单位的努力,国产具产品的科研与开发工作取得很大的效果产品的类型也不断增加。各项生产和科研项目也开始取得成效,并转化为生产力。同时随着市场对钎具产品需求量的增加,开始投向钎具产品生产的企业不断增多。到了九十年代,我国钎具工业生产形成了一定的规模,产品类型基本上满足了各项基础建设工程的需求,一部分产品开始批量出口,形成了我国自己的凿岩钎具工业生产体系。
进入二十一世纪,国内钢铁行业,有色金属行业的年产量逐年扩大,对矿业资源的需求量不断增加,矿业产品的年产量持续上升,国内矿业生产企业开始出现快速扩张现象。到2005年初,矿业资源、煤炭资源的需求开始出现供货紧张局面,矿产品价格不断上涨。受经济利益的驱动,矿山企业开始增量扩产,同时很大一批民营小矿山也就地开采,加入矿产品市场。同时,我国基础设施工程建设步伐明显加快,一批批公路,铁路,水电等大型项目相继开工,进入施工前期大规模岩土工程建设阶段。这些市场因素的变化,使国内市场对凿岩钻具的需求出现快速增长。同时受原材料价格上涨因素的推动钎具产品价格也出现较大幅度的波动,凿岩钎具产品成为许多中小型企业关注的对象,从2005年起,国内钎钢钎具的产量开始出现大幅增长,产品年销售额也逐年递增,2009年,国内钎钢钎具生产企业共生产各种类型中空钢材约12.5万吨,生产凿岩用硬质合金3500吨,占全国硬质合金产品总产量的25%左右,生产各种凿岩钎具产品约5200万件,产值达到45亿元人民币。但是,由于增产的钎具产品主要以市场需求量大,技术含量较低的普通钎具为主,因此90%的产品都要在国内市场销售,这就使得国内市场的竞争更加激烈。
在国际市场方面,由于国产钎具产品存在使用寿命稳定性差、市场知名度低等不足之处,多以较低的价格出口,大部分产品价格仅为国际著名钎具生产企业同类钎具产品在国际市场上价格的1/8~1/3。而瑞典Sandvik、Secoroc等国际知名钎具公司,凭借技术和经济优势,大量进口中国的低价钨矿砂,加工成高性能的硬质合金和高技术含量的钎具产品高价出口到我们国内。据瑞典Sandvik公司2008年度报告中统计资料称该公司2008年全球销售额约87亿美元,其中与凿岩机具有关的产品种类销售额就近30亿美元(含各类凿岩机械设备、硬质合金钎头,潜孔钻头,牙轮钻头,整体钎,轻、重型钎杆,钎尾,套,掘进机刀盘,各类截齿以及其它配套机具等)。而迄今为止,全国凿岩钎具每年出口到国际市场上的钎具产品销售额仅5000-6000万美元,约为 Sandvik公司的1.8%。其中钻车钎杆、钎尾等钎具的出口销售额,还不到钎具产品出口总额的1/4,由此可见,国产钎具产品质量稳定性差、产品种类偏少、机械加工和热处理设备落后等一系列原因,直接导致了产品使用寿命较短且不稳定,已成为影响我国钎钢钎具工业与采掘工业的现代化发展和钎具产品大批量出口的主要“瓶颈”。
目前,国内现有钎钢钎具生产企业200多家,主要以小型企业为主。生产的产品有,凿岩用中空钢材,轻型凿岩机用钎具,凿岩钻车用钎具、潜孔钻机用钻具以及其他类型钻具等五大系列产品。这些企业基本上属于机械加工性质,大都是购买钢材及碳化钨硬质合金原材料进行凿岩钎具的生产制造,不具备从原料到成品的全过程生产体系。而首钢贵阳特殊钢公司(以下简称首贵公司)是目前国内最大的钎钢钎具制造企业,钎钢钎具产品年销售额约5亿元人民币。同时,公司具备从炼钢、轧钢、机械加工、热处理、及钎具产品制造全过程的生产条件。因此,加强企业对钎钢钎具产品的科研与开发,将会有效地促进国内钎具工业的发展。基于这种目的,近年来我们在钎具用钢、轻型凿岩机用高寿命钎杆、液压凿岩钻车用重型钎杆、以及凿岩用球齿钎头等产品的研发方面做了一系列工作,并且取得了实质性的进展。
2.中空钢材生产工艺的改进
中空钢材是制造凿岩钎杆的主要原材料,其质量优劣直接影响钎杆的使用寿命。现在,随着采掘设备机械化程度的提高,以及凿岩机械向大型化、液压化、高速化方向发展的趋势,中空钢材制作的钎杆所承受的冲击载荷也在不断增加。但从目前市场上中空钢类型来看,结构尺寸仍然是19~51mm范围内而65mm、76mm、89mm圆形大孔径中空钢用量较少。
我国主要生产中空钢的厂家有13家,分布在贵州的贵阳、辽宁的抚顺和营口、山东的阳谷和蒙阴、湖南的湘潭和涟源、湖北的大冶和嘉鱼、河南的沈丘、以及重庆等地,其中以首贵公司产量最大,品种规格最全。
国内以前生产中空钢的主要工艺有“合金钢管铸锭-带芯棒热轧”法、“热穿孔-热拔(轧)”法、以及“机械钻孔-带芯棒热轧”法等。其中以“合金钢管铸锭-带芯棒热轧法”的产量最大。在钢种方面,国内产量最大的是55SiMnMo和35SiMnMoV中空钢,其他系列的钢种产量不大。
由于中空钢材的市场的年需求量仅十几万吨,故国内生产企业没有专业化中空钢轧机组。“合金钢管铸锭-带芯棒热轧”采用横列式轧机+短应力线轧机相配合的生产方式,轧制道次、孔型变形量分配都不十分理想,生产的中空钢芯孔及外观形状难以控制。而“热穿孔-热拔(轧)”是采用生产无缝管的斜纵轧方式得到中空坯后,再进一步加工。在穿孔过程中形成的螺旋线,对中空钢材在高冲击、大扭矩的工作状况下,以高频应力波形式传递能量的细长杆件工具的使用寿命也是不利因素之一。我国中空钢材与国际上先进水平的同类产品相比,仍然存在一定的差距。
瑞典Sandvik公司是世界上生产中空钢质量较好的厂商之一,产品在国际市场上享有较高的声誉。该厂采用“电炉冶炼—真空脱气处理—连铸—开坯—圆坯表面扒皮—钻孔装芯—进入专业化轧机”的生产模式。轧制过程采用可逆式2辊轧机,3辊轧机中间轧制,7机架平立辊交替短应力线轧机精轧成型。中空钢采用专用孔型系统,合理分配道次,保证变形量均匀。再加上完整的控制系统和在线检测装置,使钢材在整个生产过程中始终处于受控状态,形成了较理想的生产体系。
通过对国外生产企业中空钢生产工艺过程及钢材构造性能的研究,我们在生产工艺方面进行了一系列改进方案:
在冶炼工艺中精确控制化学成分,严格控制进炉废钢种类,减少或不含有害元素,使钢的性能稳定和合金用量经济合理:
二次精炼(钢包精炼、真空脱气处理),以减少钢中气体及夹杂物含量,提高钢的纯净度;采用与瑞典Sandvik公司中空钢生产工艺相同的“机械钻孔—带芯热轧”法,淘汰原采用的合金钢管铸锭热轧法生产工艺,用大截面方坯连铸机生产连铸坯,在连铸过程中
保证钢的组织均匀、化学成分稳定:采用高速深孔钻削设备加工钢坯芯孔。使钢坯钻孔速度达到120mm/min以上。提高钻孔内表面加工光洁度,改善中空钢内壁质量;
在由意大利引进的半连续式轧机上进行中空钢孔型设计试验,使其成为国内第一台中空钢专用轧机,同时增加在线检测、控轧控冷设备,使中空钢材几何尺寸、机械性能和组织结构达到规定要求(图1)。
通过研发和技术改造,国产中空钢材的产量和质量都有了很大的提高,产品的外形几何尺寸、中心孔的椭圆度、钢材的机械性能等都达到了国标GB/T1301中规定的数值同时,为开发凿岩钻车重型钎杆用中空钢材先后研究制定了20—22CrNi3Mo、22—24SiMn—CrNiMo等高强度合金中空钢的生产工艺,使国产中空钢材在钢种方面形成了SiMnMo系和CrNiMo系两大种类,推动了中空钢产品的技术进步,生产出的高质量的中空钢材,能满足各种钎杆的性能需求。

3.对轻型凿岩机用钎具的研究
工程中要求,要根据不同的要求,使用不同的凿岩机械钻凿不同孔径的炮孔,不同的凿岩机械也需要配用不同的凿岩钎具。当前国内施工部门使用量最多的是轻型凿岩机械用钎具产品,其主要产品有锥体连接钎杆、锥体连接钎头和整体钎杆。轻型凿岩机械用钎具产品也是首贵公司钎钢厂生产的主要产品种类。因此,在中空钢材使用性能和质量提高的基础上,加强对这种产品的研究分析,进一步改进产品的使用寿命和性能是很有必要的。
3.1 H22mm锥体连接钎杆生产工艺
H22mm 锥体连接钎杆是目前国内产量最大的钎具产品之一,也是国内地下矿山和交通工程施工项目中大量使用的凿岩钎具在凿岩过程中,一支锥体连接钎杆可配用多个钎头,钻凿不同孔径的炮孔;钎头磨损后钎杆不致报废,具有修复简单,价格较低;每米进尺钎具消耗费用少等特点。据统计,我国钎具行业现每年生产的锥体连接钎杆数量达4000万米以上(3.03 kg/m),其中,首贵公司生产的锥体连接钎杆产量约占全国总产量的50%~55%。
首先,针对钎杆在使用过程中以承受交变应力,杆体疲劳性能要求高的特点,开展应力波对产品高频疲劳寿命的影响研究。通过对产品的高频疲劳模拟试验,基本上掌握了钎杆疲劳寿命与应力波作用之间的映射关系,为进一步提高产品的抗疲劳性能指标提供了理论依据。
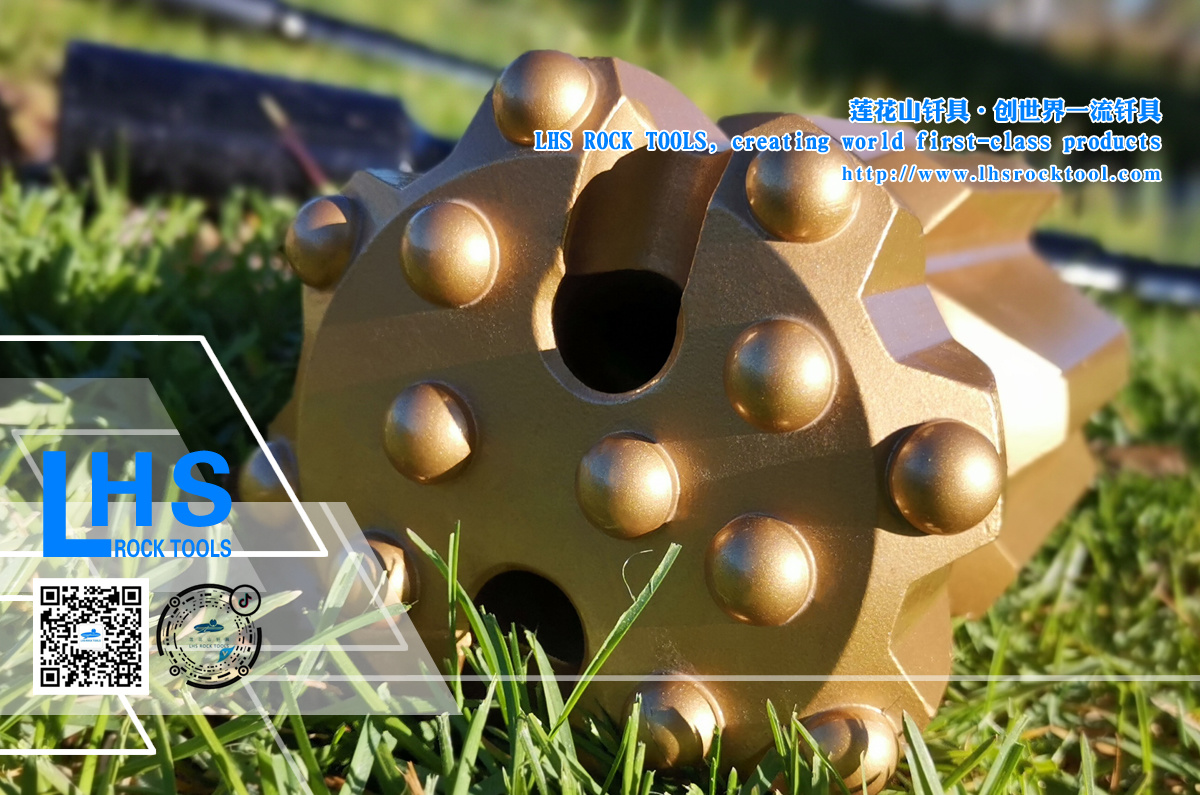
在生产方面,我国锥体连接钎杆产品生产按现行的GB/T6481-2002标准执行。通过对锥体连接钎杆在材质、锻钎技术、设备、热处理及工作载荷机理、破损分析等方面的研究后,决定根据细长杆件产品的加工要求,从材料优选、细长杆件表面抛丸强化处理、在线热处理技术研究等一系列工艺的实施,形成了高端钎杆成套加工技术体系,满足高端钎具产业化需求。采用改进后新工艺生产的国产第三代锥体连接钎杆(GII产品),在与采用其他工艺生产的同类产品的对比凿岩试验中表现良好的使用性能(图2)。
3.2 锥体连接小直径球齿钎头
目前国内施工部门使用的轻型凿岩机钎具产品中,与H22mm锥体钎杆配套的大都是一字型片状钎头,每年国内钎具生产企业这种产品的产量达到了3700万只。
一字型钎头在凿岩过程中,由于钎刃受力与磨损不均匀,导致钎刃外缘破岩效率较低且磨损快,转钎过程中钎刃中心部分原处重复破碎岩石,凿岩进尺速度较慢操作者劳动强度大,在工业发达国家二十世纪七十年代末期就基本上不再使用这种产品。但是,由于一字型钎头生产工艺简单,对生产设备要求较低,价格相对低廉等原因,国内采掘部门至今仍在大量使用一字型钎头。
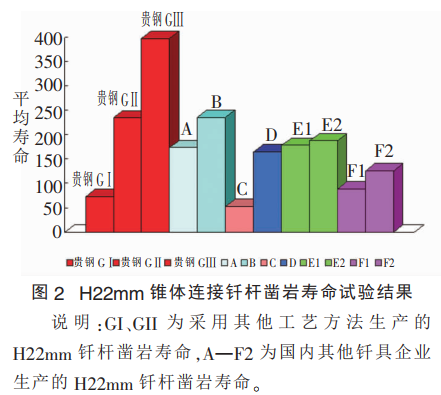
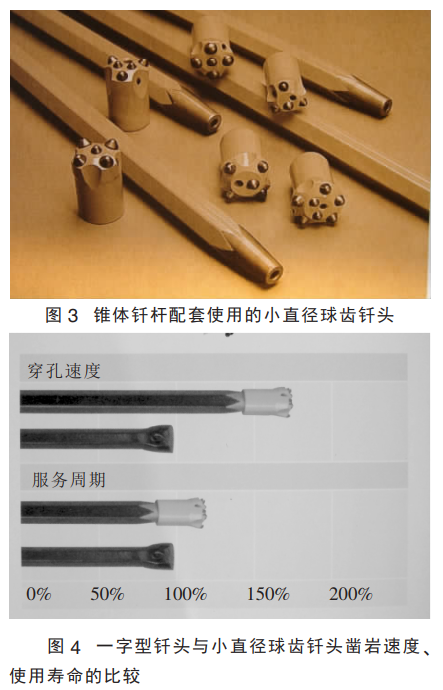
二十世纪八十年代中期,国外先进的钎具生产企业就开始推出一种小直径球齿钎头用于与锥体钎杆的配套(图3)。这种类型的钎头具有破岩效率高,可有效地消除岩孔底部的破岩盲区,避免岩屑重复破碎,钎头直径下限不受限制等特点,同时还具有凿岩速度快、使用寿命长优点(图4)。
但是,这种钎头在凿岩时边齿承受弯曲应力和冲击应力,钎头体抗径向磨损高等特性,钎头生产过程中对加工精度、材质选择、加工设备、以及生产工艺方面要求严格。
钎头在钻凿过程中受到巨大的冲击载荷和磨蚀性磨损。针对钎头苛刻的钻岩条件,对钎头钢体材料的要求应该是;在热处理状态下材料具有较高的塑性、韧性和硬度;材料要有高的疲劳强度和耐磨性;材料要有较高的空冷淬硬性;同时热处理工艺要相对简单、成本不宜过高,选用35CrMo和45CrNi1Mo两种钢种作为钎头壳体钢采用热冲压成形,真空淬火、回火处理和热压固齿的工艺方法,保证了钎头壳体的强度和硬度,以及固齿可靠性,使小直径球齿钎头在中硬和坚硬岩石中的平均凿岩寿命分别达到了132米和108米。
3.3 整体钎杆生产工艺
整体钎杆主要用于小孔径浅孔凿岩。通常采用19mm、22mm、25mm六角中空钢制造。每支整体钎都有特定的长度和钎头直径在钻凿不同深度的炮孔时,需要若干支不同钎头直径、不同长度的钎杆组成的钎具组进行凿岩。整体钎杆具有钻速快,使用中传递能量效果好,钎头直径下限不受限制等特点但关键在于钎杆和钎头寿命相互匹配,即当钎头直径磨损到极限直径时,钎杆也要达到使用寿命的极限。
在欧洲、澳大利亚、南非及南美等国家的露天采石场二次爆破、巷道回采时的凿岩中多采用整体钎。由于整体钎的价格比较高我国的矿山及工程项目中使用整体钎的数量相对较少,首贵公司生产的整体钎也主要供出口,钎头形状以一字型为主,有时也生产一部分十字型或球齿型钎头整体钎,但数量不多。
由于整体钎的生产工艺与锥体连接钎杆有相似之处,在锥体钎杆生产工艺已经取得成效的基础上,我们决定把对整体钎的研究方向主要放在对钎头部位墩锻、碳化钨硬质合金片的焊接强度、杆体和钎头使用寿命等同失效方面。经过对墩锻变形过程分析,焊接应力消除的研究,整体钎使用性能有了较大提高。现在,每年整体钎产量达数万支,出口国外市场受到客户好评。
4.全液压凿岩钻车钎具的研制开发
全液压凿岩钻车是随着工业化技术发展而出现的一种机械化、自动化程度较高的新型凿岩设备。近年来,我国基础建设施工部门、大型金属矿山、建筑石料开采场购进国外全液压凿岩钻车的数量在不断增加,设备型号也在不断更新。现在,全液压凿岩钻车已广泛应用于基础设施工程施工建设、公路、铁路隧道开凿及边坡支护、大中型露天及井下矿山、采石料场、水电水利工程、国防工程施工等众多领域中的岩石掘进、矿石开采、锚杆锚固、以及石料开采等。可以认为,随着钻爆工艺技术的进步,全液压凿岩钻车在工程施工中越来越显示出其优越性,其使用量还将不断增加。
全液压凿岩钻车是一种高效率的凿岩机械,液压凿岩机凿岩时输出的冲击频率达到55-60Hz,冲击功480J-780J,转钎扭矩800-2200Nm。配套的钻车钎具产品就是要在这种高负载工作状态下,承受冲击和扭转产生的拉压交变及弯曲应力、岩石的剧烈磨蚀、以及排出岩屑用高压矿水(0.8-1.4MPa)对钎具内孔的冲刷腐蚀,以1.2-1.5m/min的掘进速度完成对岩石的钻凿成孔。因此,全液压凿岩钻车钎具产品被国内外钎具界学者称之为“质量要求最为严格的工具类产品”,也可以说:全液压凿岩钻车钎具产品使用性能的优劣代表着一个国家凿岩钎具工业的发展水平。
我国钎钢钎具行业从二十世纪八十年代中后期开始就一直致力于钻车钎具产品的研发。几代人的努力,为产品的发展奠定了坚实的基础。然而,由于国产钎具用钢材、机械加工设备、热处理工艺等一系列原因,国产液压凿岩钻车用钎具产品质量一直没有达到理想的程度,国内施工单位的全液压凿岩钻车使用的钎具产品仍然以进口产品为主。
首钢贵钢公司是国内从事钻车钎具产品生产的主要企业之一,近三十年的生产历史给企业积累了丰富的经验。但由于受中空钢材、加工手段等因素制约,产品在国内市场上一直没有形成大批量销售态势为进一步促进国产钻车钎具产品的发展,我们在产品的研发方面做了一系列工作。
4.1 钻车钎杆生产工艺的研发
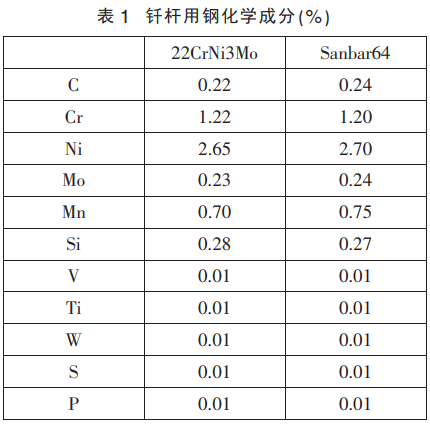
中空钢材机械性能和物理性能参数和质量的优劣是制造钻车钎杆的关键,国内外制作钻车钎杆的中空钢材大都采用高N、高Mo含量的Cr-Ni-Mo系空冷合金钢,要求钢材有良好的气体渗碳效果,经表面渗碳硬化处理后,具有很好的疲劳强度和耐磨损性能。通过对国产与瑞典产液压凿岩钻车用钎杆化学成分的分析,选用了与瑞典Sandvik公司钻车钎杆用钢牌号(Sanbar64)相似的钢种22CrNi3Mo作为钎杆用钢种,其化学成分对比如表1所示。
研制投产的钎杆用中空钢材生产工艺为:30 吨电炉冶炼→F 炉精炼→大方坯连铸机铸坯→初轧机开轧中间坯→深孔式钻床钻削中孔→加装芯棒→半连续式轧机轧制中空钢→控制冷却→质量检验→定尺切割→转入钎杆生产线。
根据中空钢的高质量要求,在冶炼时提高钢的纯净度,对原料、辅料、冶炼工艺等多种提高中空钢钢水纯净度和钢材质量因素分析,通过材料配比工艺优化,进一步提升了中空钢的钢坯料质量。
根据中空钢坯深孔钻削的高精度要求研发了适用于工业化生产要求的钢坯深孔加工刀具和加工工艺,解决中空钢坯钻孔问题,使其几何尺寸精度达到生产高品质中空钢的要求。
在钎杆生产方面,通过对瑞典Sandvik公司钎杆和我公司钎杆产品渗碳硬度、金相组织等分析,初步掌握了两种产品在机械加工和热处理生产工艺上存在的差异,通过对钎杆机械加工工艺、深井式渗碳炉、风冷淬火设备的改进,研究制定了新的钻车钎杆生产工艺。
研制的液压凿岩钻车钎杆生产工艺为:中空钢检验→按钎杆长度下料→加工杆体两端螺纹(MF钎杆需先锻造内螺纹端)→加工搬柄槽→深井式渗碳炉整体渗碳→深井式风塔强制风冷→深井式回火炉回火处理→矫直→抛丸强化处理→磷化防蚀处理→内孔清理→表面涂防蚀涂料→螺纹部加装塑料套加贴生产标签→入库。
采用新工艺生产的钻车钎杆与采用原工艺生产的钻车钎杆相比,在材质成分、金相组织、杆体表面硬度和机械性能都有了很大的改进。钎杆的综合机械性能得以优化,在国内某大型地下金属矿山凿岩试验中,使用寿命接近该矿山原用进口瑞典钻车钎杆的 2/3,受到钻车操作工和采矿部门的好评。
4.2 钻车用球齿钎头产品的研发
钎头直接钻凿岩石,是凿岩钎具中最易损的部件。现在,虽然国内钎头生产厂家众多,但主要以一字型钎头、小直径锥孔连接球齿钎头为主。生产液压凿岩钻车用球齿钎头的企业不多,产品质量达到高水平的企业就更少。许多施工单位为避免因钎头质量问题造成的工期延误,仍在使用进口的钎头产品,进口钎头产品不仅价格很高,而且进货周期较长。因此,提高国产钻车钎头的生产工艺水平,优化产品结构,提高产品质量,具有较大的意义。
在研制过程中,我们意识到,钻车用球齿钎头在钻凿过程中接触并破碎岩体,受到曰大的冲击载荷和磨料磨损,使用条件极为苛刻,所以对钎头体用钢的要求也比较特殊,钢材在热处理状态下应具有较高的塑性、韧性和硬度;要有高的疲劳强度和耐磨性,有较高的空冷淬硬性;同时还要求热处理工艺简单成本低廉等。
目前,国外钻车用球齿钎头壳体钢材主要为Cr-Ni系优质高合金钢,如瑞典的24SiMnCrNi2Mo(FF710)英美的30Cr2Ni4Mo(En30B)前苏联的25Cr2Ni4Mo等。Cr-Ni系合金钢因含有较高的 Ni元素等,成本较高。国内在钎头用钢材料研究方面,经历了仿制创新、提高三个阶段,先后研制出40Cr、35CrMoV、30CrNi3Mo等钢种,但试验结果表明钎头的使用寿命和质量同国外产品相比较低,不能满足市场的需要。
我们根据钎具材料的力学性能、耐磨性等要求,经过合金化设计,优化出一种名为045NiCr1Mo1VA 的钢种作为热嵌固齿工艺生产钻车用球齿钎头壳体用钢,其化学成分如表2所示。
经过试验,论证到045NiCr1Mo1VA有以下特性:

(1)在热处理状态后,壳体硬度可达到40~50HRC的要求:
(2)具有高强度的物理性能,保证高的固齿能力;
(3)具有一定的高温强度和热稳定性,能保证在凿岩过程中产生摩擦高热时的固齿强度;
(4)具有高的疲劳强度和耐磨蚀性;
(5)具有较高的线膨胀系数和回火稳定性,适用于目前国际上流行的热嵌固齿新工艺;
(6)容易软化退火并具有好的尺寸稳定性和加工性(加工性包括切削性能,铰孔性能,光洁度等);
钎头钢种确定后,我们将完善机械加工设备和热处理设备作为保证产品质量的重要环节,先后投资近3000万元人民币从日本德国等国家购进多台目前世界上最先进的车铣加工中心、五坐标钻铣加工中心、及热处理等关键设备,使企业在钻车球齿钎头生产手段上完全和国际著名的企业--瑞典Sand-vik公司同步,为生产优质钎头提供了硬件上的支持。
在原材料和加工手段都得到完善的基础上,通过研发制定了球齿钎头生产工艺如下,坯料准备→机加工成形(含外形、排粉槽、水孔、螺纹)→壳体热处理→钻铰齿孔→测量齿孔→磨合金柱→热嵌镶齿→表面喷丸→防腐→包装。
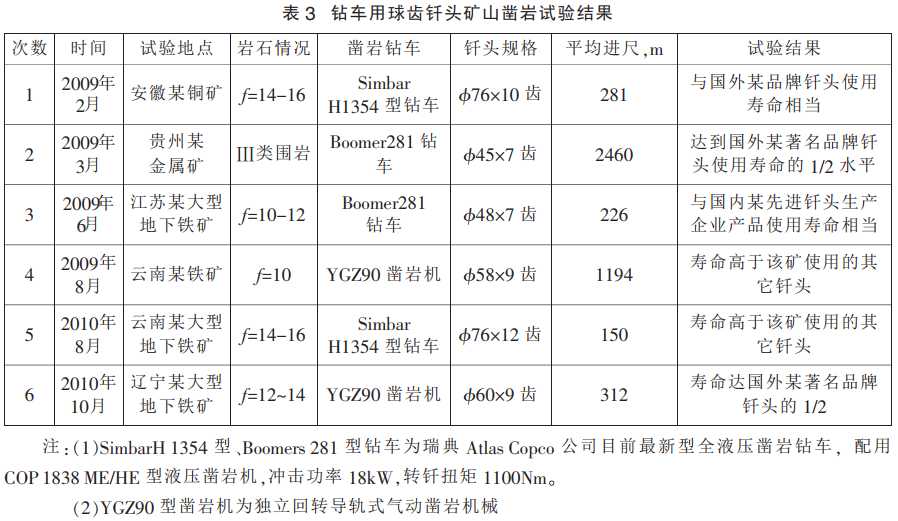
采用这种工艺生产钻车用球齿钎头经矿山实际凿岩寿命结果表明使用效果很好(表3),已经生产10万余只产品销往国内外市场,受到市场好评。
5.结语
(1)通过企业对钎钢钎具产品的持续研制开发,使产品质量、使用性能等都有较大程度的提高,增加了产品的种类,也拓展了企业的销售。
(2)凿岩钎具产品是凿岩机械的配套产品,其产品种类、使用性能、质量要求、市场发展等,都将与凿岩机械的发展同步。随着凿岩机械的发展,我国的钎钢钎具产品市场将会有很大的发展空间。重视产品研制发展增加高性能的生产加工设备,研究更加完善的生产工艺,加强对国内外产品市场的分析研究,对企业的发展将会产生较大的推动力。
(3)钎具产品的国际市场容量很大,目前我国的钎具产品销售领域主要集中在国内市场上。通过企业对钎钢钎具产品的持续研制和开发,将促使国产钎具产品的性能和质量的不断提高。企业利用国产钎具产品性价比的优势,将有望开拓广泛的国外市场,实现企业的可持续发展。
(4)中国的钎钢钎具工业只有短短几十年的发展历史,在产品信誉提升、品牌建立产品自主知识产权开发、大型试验室创建、企业集约化生产等方面都有大量的工作需要去做。加强产品研制开发,无疑将促进这些工作的进展。
(5)高气压潜孔凿岩钻具、大直径牙轮钻具等高技术含量产品将是企业下一步研发的目标。

上一篇
下一篇
上一篇
下一篇
相关资讯
2025-02-22
2025-02-14
2025-02-06
2025-01-27
2025-01-16
2025-01-10







